В личном доме и на даче повсевременно появляется необходимость что-то сварить. Чтоб не обращаться по мелочам к профи (и не платить им) можно приобрести дешевый сварочный аппарат и научиться самому. Для приобретения этих способностей советуют получать сварочные аппараты неизменного тока, а а именно, сварочные инверторы. Они имеют маленькие габариты, не достаточно весят, с помощью их можно получить высококачественный шов даже без наличия огромного опыта. Что более принципиально, в этой категории есть хорошие аппараты по низкой стоимости (5-10 тыщ рублей). Поэтому сварка инвертором для начинающих — наилучшее что может сейчас предложить рынок.
Что такое сварочный инвертор и как он работает
Инвертором это устройство окрестили поэтому, что он конвертирует переменный ток сети 220 В с частотой 50 Гц, в высокочастотные колебания, а потом — в неизменный ток. При всем этом устройство имеет высочайший КПД: порядка 85-90% и даже при достаточно огромных нагрузках счетчик «мотает» незначительно. Во всяком случае, обезумевшие счета вам оплачивать не придется. Расход будет чуток выше, чем без сварки, но ненамного.
Этот маленький ящик и есть инверторный сварочный аппарат
Большая часть инверторных сварочных аппаратов работают от бытовой сети 220 В (есть аппараты и от 380 В). И это — один из их плюсов. При этом, они фактически никак на нее не оказывают влияние, т.е. не «садят» напряжение. Насчет соседей будьте размеренны: они и не будут знать, что вы занимаетесь сваркой. 2-ой важный плюс в том, что они более-менее нормально могут работать и при пониженном напряжении. Необходимо, естественно, глядеть в свойствах, но при 170 В большая их часть еще позволяет работать электродом 3 мм. Это очень принципиально в особенности для сельской местности, где низкое напряжение — быстрее норма, чем исключение.
Что еще отлично для новичков — что дугу при инверторной сварке и получить и удержать легче. И вообщем, по воззрению многих варит от «мягче» и дуга у него «легче». Так что желаете научится варить — пробуйте поначалу инверторной сваркой.
Базы сварки инвертором
Для начала разберемся в конструкции сварочного инвертора. «Начинку» рассматривать не будем, осмотрим, что есть сверху и чем придется воспользоваться.
Из чего состоит инверторный сварочный аппарат (Чтоб прирастить размер рисунки щелкните по ней правой кнопкой мышки)
Этот аппарат представляет собой маленькой железный ящик, который зависимо от мощности весит от 3 кг до 6-7 кг. Корпус обычно железный, некие производители делают в нем отверстия вентиляции — для наилучшего остывания «начинки» (большей частью — трансформатора). Для переноски есть ремень, время от времени еще есть и ручка: ремень надевают на плечо, если работа просит передвижения.
На одной из панелей есть кнопка либо переключатель включения питания. В лицевой части размещены индикаторы питания и перегрева. Также есть ручки выставления напряжения и сварочного тока. Также на фронтальной панели есть два выхода — «+» и «-» к которым подключаются рабочие кабели. Один кабель завершается зажимом-прищепкой, который цепляют к детали, 2-ой — держателем электрода. Разъем подключения кабеля электропитания находится, обычно, сзади. Вот фактически, все.
При покупке инвертора направьте внимание, чтоб кабели были довольно длинноватыми и гибкими: так удобнее работать. Конкретно на недостаточно длинноватые и жесткие рабочие кабели больше всего приреканий у юзеров пользующейся популярностью марки сварочных инверторных аппаратов «Ресанта».
Общие механизмы работы с инверторным сварочным аппаратом рассказаны в этом видео.
Сварка инвертором для начинающих
Как при хоть какой электросварке, расплавление металла происходит за счет теплоты электронной дуги. Она появляется меж сварочным электродом и свариваемым металлом. Для сотворения дуги их подключают к обратным полюсам: на один подают «+», на 2-ой «-«.
При подключении электрода к «минусу» а детали к «плюсу» соединение именуют «прямым». Если на электрод подан «плюс» — подключение — оборотное. И тот и другой версия применяются при сварке, но только для металлов разной толщины: оборотную — для сварки тонких металлов; прямую — для сварки толстых металлов (шириной более 3 мм). Но это — не непререкаемое правило, время от времени поступают напротив.
Ровная и оборотная полярность подключения на сварочном инверторе
Чем на практике вызвано такое разделение? Физикой процесса. Электроды при появлении дуги движутся от минуса к плюсу. И передают при всем этом положительно заряженной поверхности к тому же свою энергию, увеличивая ее температуру. Поэтому тот элемент, который подключен к положительному выходу, греется больше. При сварке металлов достаточной толщины их необходимо отлично разогревать, чтоб они сплавились и шов был высококачественный. Поэтому на их подают «+». Узкий металл, напротив, от перегрева может прогореть и к нему цепляют «минус», посильнее разогревая электрод, с которого в шов поступает больше расплавленного металла.
Верно варить металл инвертором можно только если электрод отлично вами контролируется. Для этого необходимо держак взять верно. Как это изготовить, смотрите в видео.
Как при сварке появляется шов
Чтоб азы сварки инвертором были понятнее, разглядим, что происходит при образовании шва. Для начала уточним, что электрод от сварки для сварки металлов состоит из железного сердечника и обмазки — специального покрытия, которое закрывает область сварки от контакта с кислородом, содержащимся в воздухе.
Сейчас фактически о процессе сварки. Электронная дуга появляется при контакте сердечника электрода и металла (как разжечь дугу читайте чуток ниже). При всем этом начинает пылать обмазка. Она отчасти расплавляется, переходя в жидкое состояние, отчасти преобразуется в газы. Эти газы окружают зону сварки — сварную ванну. Они не дают «прорваться» к расплавленному металлу кислороду из воздуха. Та часть обмазки, которая перебежала в жидкое состояние, покрывает расплавленный металл, создавая 2-ой защитный слой. После остывания она преобразуется в шлак, который коркой покрывает шов. И на этом шаге шлак защищает жаркий еще металл от кислорода.
Как происходит сварка инвертором
Но шлак и защита — далековато не единственный процесс, который при всем этом происходит, и который необходимо держать под контролем. При сварке нужно смотреть за тем, чтоб место соединения 2-ух кусков металла прогревалось умеренно и довольно. Обе детали должны расплавиться на однообразное расстояние от края. Чтоб прогрев был равномерным, необходимо задерживать однообразное расстояние от кончика электрода до детали. Делать это не до боли просто: электрод в время сварки плавится, и частички его расплавленного металла дугой переносятся в шов. Поэтому приходится держатель электрода равномерно пододвигать поближе к детали. Да и на этом еще не завершается техника сварки электродом. Необходимо еще его кончиком «выписывать» некие фигуры — зигзаги, круги, елочки и т.д. Они позволяют изготовить шов обширнее и сплавить две детали вкупе. Самые всераспространенные движения электрода представлены на фото ниже.
Движения электрода при сварке инвертором: для начинающих сварщиков необходимо отработать несколько движений до автоматизма
Другими словами, двигать электрод необходимо из стороны в сторону на ширину шва по одной из этих траекторий, смотреть при всем этом за тем, в каком состоянии находится сварная ванна, и еще опускать по мере прогорания электрод, поддерживая расстояние до детали неизменным. Вот такая сложная задачка стоит перед тем, кто желает научиться варить металл. Сварочным инвертором это проще — дуга неизменная и не скачет, но сначала у вас может не получиться.
В этом видео с очень огромным замедлением показан процесс переноса частиц металла с электрода в сварную ванну и то, как она формируется.
Как научиться сваривать металл инвертором
Начинают обучение с розжига дуги. Для этого вам пригодится не считая аппарата, металла (шириной 5-6 мм) и электрода еще маска и краги (плотные кожаные перчатки) сварщика, также уплотненная одежка и башмаки из толстой кожи — для защиты от искр и окалины.
Начинают работу с подключения сварочных кабелей. Потом в держатель вставляют избранный электрод (для начала возьмите МР 3 поперечником 3 мм — они просто загораются и отлично варят). После включают питание, выставляют сварочный ток (смотрите таблицу). Для электрода 3 мм поперечником выставляют ток 90-120 А. Ток в процессе сварки может корректироваться. Если вы видите, что выходит не валик, а просто какие-то бессвязные полосы, повысьте его. Если же напротив, металл очень водянистый и двигать сварную ванну трудно, уменьшайте. Опции очень очень зависят от аппарата и избранного электрода. Так что пробуйте, меняйте. Выставив ток надевают маску сварщика (новеньким будет проще работать в маске-хамелеоне), можно работать.
Общие советы по выбору поперечника электрода зависимо от толщины металла
Сварка инвертором для начинающих начинается с обучения розжигу дуги. Есть два способа: пару раз ударить кончиком электрода по детали либо чиркнуть им, как спичкой. Оба способа работают. Каким вам будет удобнее, тем и пользуйтесь. Но на будущее учтите, что чиркать необходимо повдоль полосы шва — чтоб следов на изделии не оставалось. Чтоб стабильно разжигать дугу вам придется поупражняться некое время и спалить несколько электродов.
Когда дуга загорается уже без заморочек, можно двигаться далее — осваивать движения. Делают это прокладывая на толстом металле валики. На железной пластинке рисуете мелом черту, которая будет подменять вам шов. Позже зажигаете дугу. В том месте, куда она уперлась, плавится металл и покрывается пленкой водянистого шлака. Это место именуют сварочной ванной. Вот ее и придется вам двигать повдоль нарисованной полосы. Делают это одним из движений, показанных на рисунке выше.
Чтоб ванна двигалась, электрод необходимо малость наклонить, приблизительно под углом 50-45°. У кого-либо угол больше, у кого-либо меньше. Вообщем, наклоняя электрод, вы меняете размеры (ширину) сварной ванны. Сможете поэкспериментировать: в сварке сильно много различных техник и принципиально только чтоб шов был высококачественным, как вы этого добьетесь — ваше дело, тем паче, что работать вы будете на себя и себе.
Есть два главных рабочих положения электрода: углом вперед, и углом вспять. При сварке углом вперед получаем наименьший нагрев, шов получится обширнее. Эту технику употребляют при сварке тонких металлов. Толстые сваривают, обычно, углом вспять.
Положения электрода при сварке и их внедрение
Но угол наклона — это не все характеристики, которые придется выдерживать. Еще есть длина дуги. Это расстояние от кончика электрода до поверхности детали. Средняя дуга — 2-3 мм, маленькая — 1 мм либо вообщем вплотную, длинноватая — 5 мм и больше — до отрыва. Практика начинается с работы на средней длине дуги. Выдерживайте до металла 2-3 мм. Тогда шов будет получатся ровнее и лучше: при очень большенном зазоре дуга начинает скакать, прогрев металла недостающий, шов выходит размазанным, соединение ненадежным. При недлинной дуге появляется другая неувязка — шов очень выпуклый из-за того, что зона разогрева очень мала. Это тоже нехорошо, потому что остаются подрезы — канавки повдоль шва на детали — уменьшающие крепкость соединения.
Длина сварочной дуги и ее воздействие на качество шва
Потренировавшись какое-то время на укладке валиков различными движениями, вы сле того как валики получаются схожей ширины, чешуйки наплавки имеют примерно однообразные размеры, можно пробовать варить швы. Смотрите очередной урок о типах швов и соединений «Сварка для чайников».
Базы сварки инвертором для начинающих все. Вам осталась только практика: необходимо извести не один электрод на тренировку. Даже, может быть, не один килограмм. Когда рука будет сама совершать все движения, вам все покажется совершенно легким.
Чтоб закрепить приобретенные познания, попытайтесь для начала мало натренировать руку без электрода, отрабатывая движения держа в руке карандаш. Тоже хороший версия, может он вам покажется более применимым. В этом видео-уроке по сварке инвертором для начинающих очень толково, просто и доступно все изложено. Если остались какие-то неясности, просмотрите. Поймете, как верно варить инверторной сваркой. Для начинающих сварщиков много полезного.
И в итоге о неких особенностях эксплуатации сварочных инверторов. Они очень страшатся пыли, в особенности железной. Поэтому лучше рядом с ними не воспользоваться болгаркой и проводить регулярную очистку пылесосом снутри (после того как закончен гарантийный срок). Не рекомендуется ими работать на дождике либо во мокроватых помещениях. В особенности это касается дешевых бытовых моделей. Хоть у их есть защита от поражения электротоком, но лучше все-же перестраховаться.
Выбирая электроды обращайте внимание на область их использования: они должны подходить для работы неизменным током. При сварке на наибольшем токе либо напряжении режим работы прерывающийся. Он указан для каждого аппарата в паспорте.
Читайте так же:

Лучшие недорогие сварочные инверторы, хорошие инверторные аппараты для дома и дачи

Как правильно варить электросваркой: пособие для начинающих сварщиков
Как правильно класть крепкие, надежные и красивые сварочные швы
Как подключить дифференциальный автомат: рабочие схемы подключения + пошаговая инструкция

Солнечная электростанция на дом собственноручно

Как пользоваться мультиметром: понятно для каждого, измерение напряжения, силы тока + сопротивления
Категории
Случайное

Выбираем какие ворота лучше установить
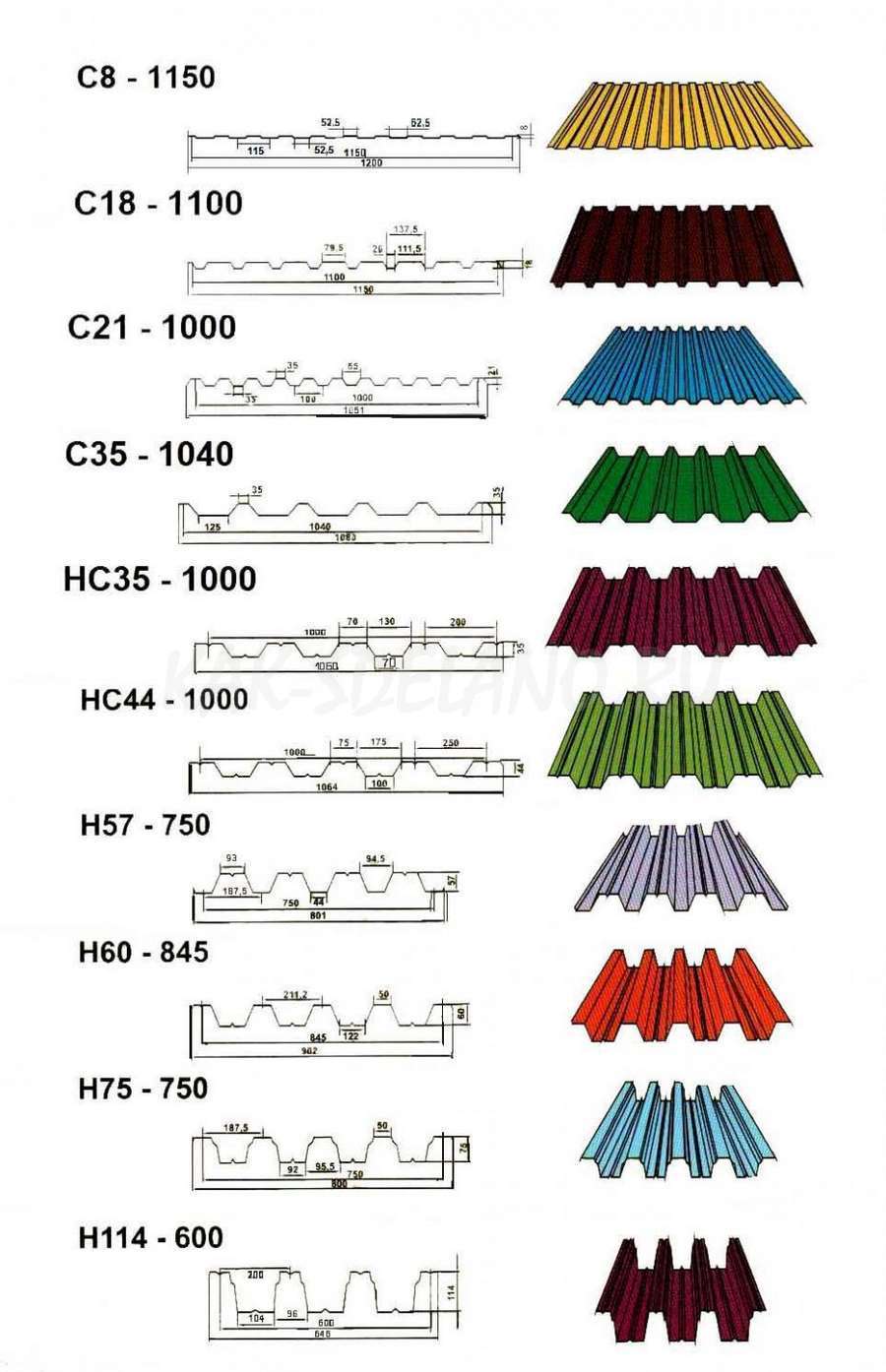
Размеры профнастила для крыши –

Спатифиллум: уход в домашних условиях,

Как изготовить контур заземления в
